



Краткое описание продукции
Профилегибочное оборудование для производства панелей холодильных камер оснащается двигателем переменного тока, коробкой передач, шариковой направляющей высокоточного прямолинейного движения, левосторонней и правосторонней системами привода, механизмом поперечного выравнивания, роликами для гибки профиля и механизмом передачи, управляющим профилирующими клетями и консолями оборудования. После разрезания листового металла, каждая часть профилируется пропусканием через роликовую станцию по отдельности для получения прокатанного профиля. Оборудование позволяет отрегулировать ширину профиля.
| Правильно-разматывающее устройство | 1 установка |
| Выравнивающее устройство | 1 установка |
| Направляющее устройство | 1 установка |
| Устройство подачи материала с сервоприводом | 1 установка |
| Штамповочное устройство | 1 установка |
| Гидравлическая резка | 1 установка |
| Стол для роликового профилирования | 1 установка |
| Профилегибочное устройство (Модель консольного профилирования) | 1 установка |
| Гибочное устройство для торцевой части профиля | 1 установка |
| Опорная стойка без источника питания | 1 установка |
| Система гидропривода | 1 установка |
| Электронная система управления | 1 установка |
| Сырьевой материал | Холоднокатаная сталь, гальванизированная сталь |
| Предельное напряжение сдвига | 235МПа |
| Толщина | 0.8–1.0мм |
| Ширина рулона | На основании окончательной конструкции |
| Длина листа | 3000мм |
| Внутренний диаметр катушки | Φ508±20мм |
| Внешний диаметр катушки | ≤Φ1200мм |
| Вес катушки | ≤ 3 тонны |
| Скорость профилирования | 10м/мин (Время резки не включено) |
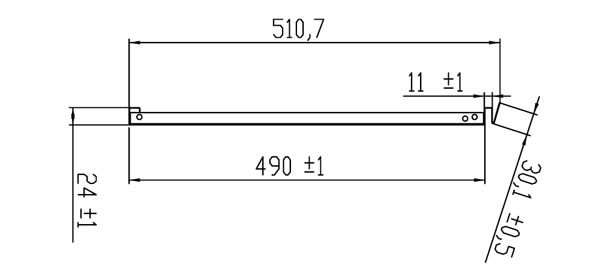
| Допустимая погрешность по длине | ±2мм |
| Параметры источника питания | 380В±10%, 50-60Гц (В соответствии с требованиями покупателя) |
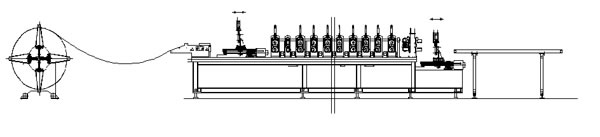
Рабочий процесс
Размотка → Выравнивание положения → Подача материала → Штамповка → Резка → Передача на стол роликового профилирования → Выравнивание положения → Роликовое профилирование → Гибка торцевой части профиля → Готовый профиль


